Tiêu chuẩn ISO 10360: Thước đo vàng đánh giá độ chính xác máy CMM
Trong đầu tư máy đo tọa độ 3D (CMM), thông số "độ chính xác" thường bị hiểu nhầm nếu không dựa trên một quy chuẩn thống nhất. Từ năm 1994, tiêu chuẩn quốc tế ISO 10360 đã trở thành bộ quy tắc nghiêm ngặt nhất để kiểm tra, công nhận và tái kiểm định hiệu suất máy CMM, giúp doanh nghiệp có cơ sở đối chiếu khách quan giữa các nhà sản xuất khác nhau.
1. Cấu trúc của bộ tiêu chuẩn ISO 10360
Tiêu chuẩn này không chỉ nói về sai số chung chung mà phân tách cụ thể theo từng cấu hình và chế độ đo:
- Phần 1: Hệ thống thuật ngữ và định nghĩa.
- Phần 2: CMM đo kích thước tuyến tính (Phổ biến nhất).
- Phần 3: CMM tích hợp trục bàn quay thứ tư.
- Phần 4: CMM ở chế độ quét liên tục (Scanning).
- Phần 5: CMM sử dụng hệ thống đa kim đo (Multi-stylus).
- Phần 6: Đánh giá sai số trong tính toán các đặc tính hình học (Gaussian).
2. Ba thông số "sống còn" khi đánh giá máy CMM
Khi xem xét bảng thông số kỹ thuật (Spec-sheet) của một chiếc máy CMM, doanh nghiệp cần đặc biệt lưu ý 3 chỉ số sau:
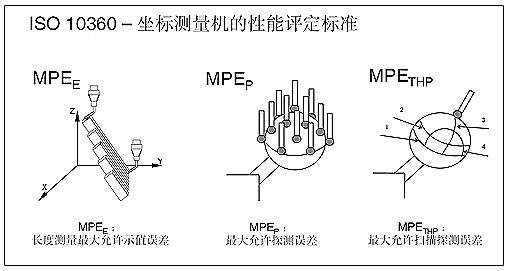
MPEE – Sai số cho phép lớn nhất của phép đo chiều dài
Đây là chỉ số quan trọng nhất phản ứng năng lực đo tuyến tính của máy.
- Cách kiểm tra: Thực hiện đo 5 khoảng cách khác nhau tại 7 vị trí/hướng trong không gian làm việc của máy. Mỗi khoảng cách đo 3 lần. Tất cả kết quả phải nằm trong giới hạn MPEE công bố.
MPEP – Sai số thăm dò tối đa cho phép
Chỉ số này đánh giá độ chính xác của riêng hệ thống đầu dò (Probe).
Cách kiểm tra: Sử dụng 25 điểm thăm dò phân bố đều trên một quả cầu tiêu chuẩn (Master Ball). MPEP là giá trị chênh lệch bán kính lớn nhất đo được. Chỉ số này càng nhỏ, khả năng lấy điểm của đầu dò càng tinh tế.
MPETHP – Sai số quét tối đa cho phép
Dành riêng cho các dòng máy có tính năng quét (Scanning).
- Cách kiểm tra: Quét theo 4 đường xác định trên quả cầu tiêu chuẩn. MPETHP phản ánh sự sai lệch giữa dữ liệu quét thực tế và lý thuyết. Lưu ý: Thông số này thường đi kèm với thời gian (ví dụ: 1.5μm trong 72 giây) để đảm bảo tính thực tế giữa tốc độ và độ chính xác.
3. Đánh giá CMM với bàn xoay và các chế độ quét đặc biệt
- Trục bàn quay (ISO 10360-3): Tập trung vào 3 sai số: Hướng tâm (FR), Tiếp tuyến (FT) và Dọc trục (FA).
- Chế độ quét (ISO 10360-4): Phân định rõ giữa quét mật độ điểm cao/thấp (THN/TLN) và quét theo quỹ đạo xác định/chưa xác định (THP/TLP).
4. Lời khuyên từ MLink dành cho doanh nghiệp
Việc hiểu rõ ISO 10360 giúp doanh nghiệp không bị "ngợp" trước các con số quảng cáo. MLink hỗ trợ bạn:
- Phân tích thông số thực: Đối chiếu MPEE của các hãng (như Tornado, Miracle...) để tìm ra dòng máy tối ưu nhất cho dung sai chi tiết của bạn.
- Hợp nhất dịch vụ kiểm định: Cung cấp giải pháp kiểm định định kỳ theo tiêu chuẩn ISO 10360, đảm bảo máy luôn vận hành trong trạng thái chính xác nhất.
- Tư vấn cấu hình: Lựa chọn hệ thống đầu dò và phần mềm có chỉ số MPEP và MPETHP phù hợp với yêu cầu năng suất.
MLink – Đối tác hợp nhất nguồn cung và tư vấn giải pháp đo lường 3D chuyên sâu.
Bạn cần giải mã các thông số kỹ thuật của máy CMM? Hãy để chuyên gia của MLink hỗ trợ bạn ngay hôm nay!